 Yeast & Bacteria Bank
Yeast & Bacteria Bank
 Enzymes & Nutrients
Enzymes & Nutrients
 Lab Services
Lab Services
 Education
Education
 Merchandise
Merchandise
Project Sustainability: Green Malt Project pt.1
Category : Technical
Date : October 2, 2023
Author : White Labs R&D
Introduction
Malted grains are the one of the main sources of fermentable sugars in the brewing and distilling industries, and it also contributes significantly to the color, flavor and aroma of the final products. However, malt production is a water and energy intensive process, conventionally separated into three key steps: steeping, germination and drying/kilning. Accounting for >70% of the total energy requirements, reducing or eliminating the kilning process would greatly contribute to reducing the carbon footprint.
Craft breweries and grain-based distilleries generally consume more raw material per product than large producers, mainly to improve flavor but also due to smaller and less efficient production units. This potentially contributes to higher carbon footprints in craft products than larger producers. However, some of these impacts can be reduced and mitigated by locally sourcing ingredients and improving the water and energy utilization in the processes.
White Labs and Green Malt
Green Malt, or freshly germinated grains but not yet dried or kilned, has been proposed as an alternative to save water and energy in the brewing and distilling process. These grains present higher α- and β-amylase activity than normal base malt, with a great capacity to convert starch into fermentable sugars and contribute to higher levels of nutrients for the fermentation. Introducing Green Malt in the process could provide an opportunity for craft producers to gain more control of their supply chain by partnering directly with local farmers to reduce their carbon footprints and create product innovations. However, some technical and flavor challenges limit the wide application of Green Malt in the craft brewing and distilling industries.
Almost all of White Labs yeast and bacteria propagation is based on malt products, being malted grains or liquid malt extract, and that carries a large CO2 footprint. As far back as 2009, the White Labs team started looking at Green Malt as a raw material to lower our energy and water inputs. We went as far as growing our own barley, a full 20 tonnes, in a field in Davis, CA. We couldn’t overcome some of the technical challenges and implement that idea back then, but we didn’t give up because we believed that it could help us improve our process. Sustainability needs to be a long term priority, and some efforts to make a process more environmentally friendly might take a very long time. After many years and trials, we found the right partners and equipment to turn this idea into reality.
Empirical, a Copenhagen-based company that produces grain-based spirits, shared the same concerns and goals as White Labs, so our Copenhagen team worked together with them to assess the implementation of Green Malt in a craft brewery/distillery production.
Germination Trials
Making our own malt gives us the freedom to source barley varieties with a wide range of color and flavor profiles, that are not usually available from large maltsters
-Troels Prahl, Director of Innovation
For a complete overview of the process, we reached out to the University of Copenhagen for a thorough microbiological profile and to Glycospot to assess the development of the different brewing-relevant enzymes. White Labs and Empirical started sourcing various barley varieties from local organically-certified farmers (GYRUP, Gyldenlund, and Plant Carb) and tested their germination properties, enzyme content, and flavor profile.
To test multiple conditions and grain varieties simultaneously, we developed a bench-scale setup based on simple equipment available in most craft breweries and distilleries (Fig. 1). This system allowed for easy filling and draining from the bottom. An air source placed under the false bottom allows for aeration of the grain both during steeping with water and germination. High moisture air was produced by bubbling compressed air through water immediately before entering the germination vessel.
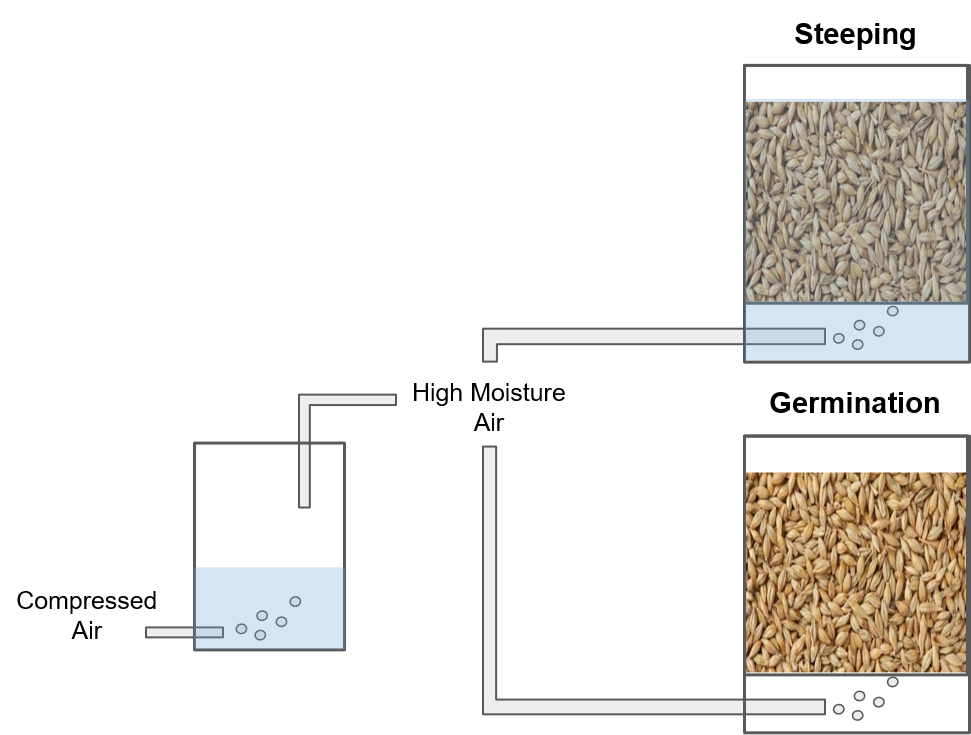
Figure 1. Basic setup for steeping and germination of malt.
Applying the bench-scale setup, we could evaluate the minimum conditions (temperature, time, volumes) to efficiently promote germination and evaluate if we could fit malting into a production schedule. Our steeping and germination schedule was designed to minimize the duration of all steps while still fitting a normal working day (Table 1). Temperature control was important, as malting is a fine balance between achieving enough enzyme activity and leaving plenty of starch for brewing.
| Table 1. Steeping and germination schedule. Activities were performed in a temperature-controlled room at 16 °C. | ||
|---|---|---|
| Step | Duration | |
| Steeping | 1st steeping | 6 hours |
| Air rest | 18 hours | |
| 2nd steeping | 6 hours | |
| Germination | Up to 48 hours | |
Our system could efficiently bring the moisture content of the different grains above 44% and keep it at that level, inducing all the grains to start germinating. We measured the alpha- and beta-amylase activity of the different varieties during the steeping and germination process to evaluate the minimum amount of time required to achieve efficient conversion (Fig. 2). Including the steeping steps, we could efficiently germinate all barley varieties within 72 to 96 hours (Fig. 2).
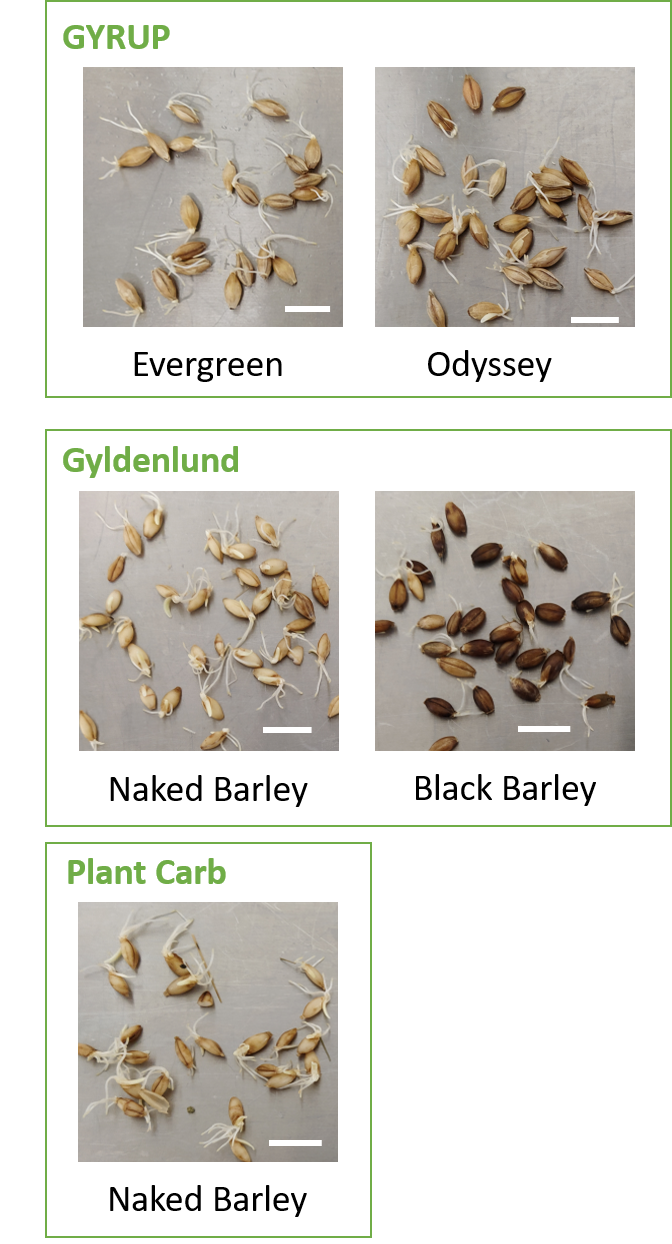
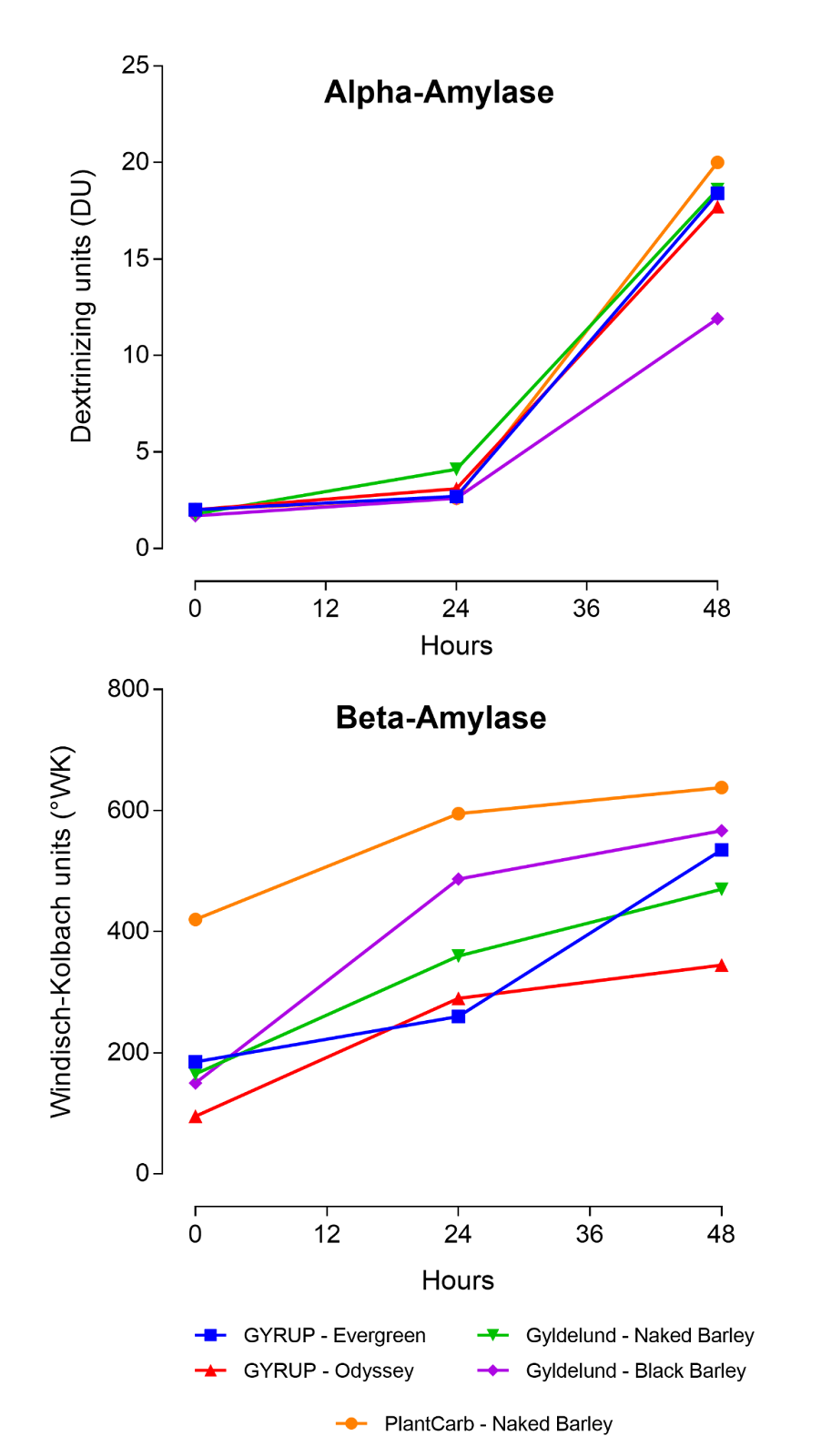
Figure 2. Enzyme activity of the different barley varieties during the 48 hours of germination. An increase of alpha-amylase (Dextrinizing units) was observed in all trials. Naked barley varieties showed the highest beta-amylase activity (Windisch-Kolbach units). White bar = 1 cm. Germination was observed across all different barley varieties at 48 hours.
To assess how the natural microbiota of the grains and water would influence the malting process, we partnered with the Food Department at Copenhagen University and used their facilities and expertise. Following their recommendation, the germinating grains were sampled for microbial counts at the following steps during germination: grains, after 2nd steeping, 2nd steeping water, after 24h of germination, and after 48h of germination.
Facultative anaerobic bacteria were detected in the range of 5.0-6.2 log10 CFU/mL; yeasts ranged from 2.6-4.3 log10 CFU/mL and molds ranged from 2.5-4.4 log10 CFU/mL. Interestingly, no yeasts were detected on the two varieties from Gyldenlund, and no mold was detected on the Black variety from (Gyldenlund).
Isolated colonies from all samples were used for genetic identification. The identified bacteria were mainly known plant-associated bacteria, namely Erwinia spp. and Pseudomonas spp., as well as plant pathogens, including Pantoea spp. and Curtobacterium spp. Interestingly, no lactic acid bacteria species were identified among the 30+ identified colonies across all varieties. However, this might also be due to the number of isolates picked and incubation conditions. The microbial work also shows that while molds were present in most samples and could be detected in the selective media plates, our process conditions could control mold development in the grains during steeping and germination.
Making your own Green Malt allows you to source locally available barley varieties that work efficiently in your germination system. Still, one of the main opportunities is selecting a barley variety that contributes significantly to your final product's flavor and aroma profile. All tested barley varieties presented similar germination efficiencies and comparable diastatic power, so with the support of the expert taste panel from Empirical, we moved to taste trials.
Making your own Green Malt allows you to source locally available barley varieties that work efficiently in your germination system. Still, one of the main opportunities is selecting a barley variety that contributes significantly to your final product's flavor and aroma profile. All tested barley varieties presented similar germination efficiencies and comparable diastatic power, so with the support of the expert taste panel from Empirical, we moved to taste trials.
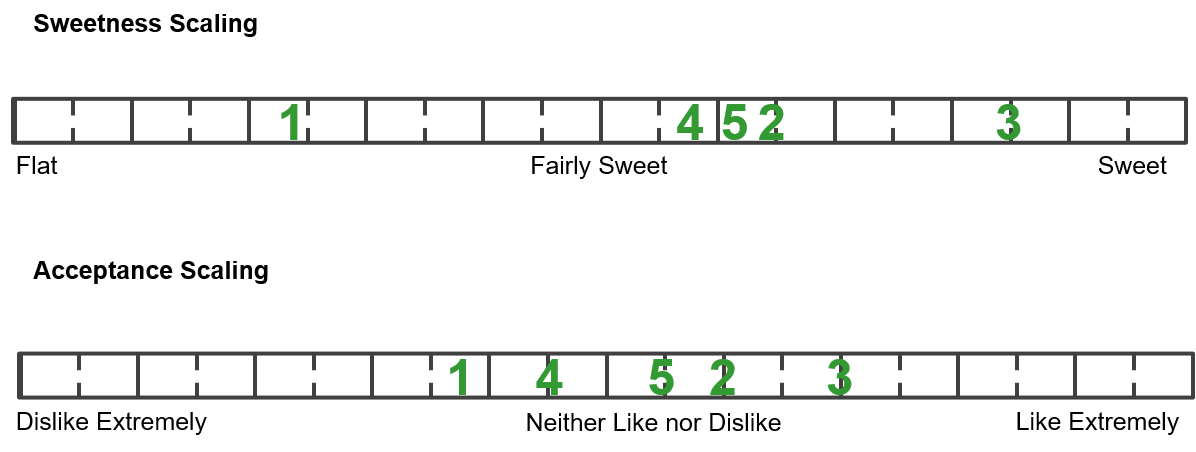
Wort was prepared from each of the Green Malt samples, and the gravity and pH were measured (Table 2). The wort samples were cooled to a similar temperature and blind tested by the tasting panel. One of the varieties stood out, Odyssey, both in the amount of released sugar and the overall flavor contribution (Table 2).
| Table 2. Green Malt blind tasting test. Identification, brewing parameters and average results for sweetness and acceptance for each sample. |
||||
| Sample No. | Sample Name | Gravity (°P) | pH | Tasting Temp (°C) |
| 1 | Gyldenlund - Black Barley | 9.5 | 5.2 | 19.5 |
| 2 | PlantCarb - Naked Barley | 10.7 | 5.3 | 20.3 |
| 3 | GYRUP - Odyssey | 12.1 | 5.3 | 19.6 |
| 4 | GYRUP - Evergreen | 11.6 | 5.3 | 20.4 |
| 5 | Gyldenlund - Naked Barley | 10.6 | 5.3 | 21 |
Having selected a barley variety with improved flavor and aroma contributions that were compatible with our simplified germination system, the next step was to scale up and do a pilot-scale run!
Read part 2 of the Green Malt Project

- TECHNICAL
- April 4, 2024


- TECHNICAL
- November 16, 2023