 Yeast & Bacteria Bank
Yeast & Bacteria Bank
 Enzymes & Nutrients
Enzymes & Nutrients
 Lab Services
Lab Services
 Education
Education
 Merchandise
Merchandise
Project Sustainability: Green Malt Project pt.2
Category : Technical
Date : October 2, 2023
Author : White Labs R&D
White Labs and Green Malt
Green Malt, or freshly germinated grains but not yet dried or kilned, has been proposed as an alternative to save water and energy in the brewing and distilling process. These grains present higher α- and β-amylase activity than normal base malt, with a great capacity to convert starch into fermentable sugars and contribute to higher levels of nutrients for the fermentation. Introducing Green Malt in the process could provide an opportunity for craft producers to gain more control of their supply chain by partnering directly with local farmers to reduce their carbon footprints and create product innovations. However, some technical and flavor challenges limit the wide application of Green Malt in the craft brewing and distilling industries.
Empirical, a Copenhagen-based company that produces grain-based spirits, shared the same concerns and goals as White Labs, so our Copenhagen team worked together with them to assess the implementation of Green Malt in a craft brewery/distillery production.
Read part 1 of the Green Malt Project
Pilot Scale Steeping and Germination
Having selected a barley variety with improved flavor and aroma contributions that were compatible with our simplified germination system, the next step was to scale up and do a pilot-scale run. To scale up our germination system while using as little space in the brewery as possible, we used 200 L drums containing a false bottom to allow filling and draining from the bottom and for aeration of the grain bed, along with drum rollers on the bottom to allow for easy transport (Fig. 3, left). Moist air flow through the bed was introduced by a pressurized keg of soft water attached by hoses to the bottom of each drum (Fig. 3, right.)


Figure 3. Converted drums for steeping and germination. Converted drum during initial steeping (left) and full system for germination (right).



The first scale-up trial utilized 400 kg of barley, which was weighed and divided into four separate drums, 100 kg each. The grains were washed with soft water before being immersed in water for the first steeping, drained, and allowed to air rest overnight, followed by a second steeping and germination period (Table 3).
Table 3. Steeping/germination protocol for scale-up trial.
| Process | Description |
| 1ST STEEPING | ∙ 4-6 hours at 16-18°C in drums ∙ Mixed and temperature recorded ∙ Air compressor was attached to bottom valve and roused once to keep oxygen levels high ∙ Drained |
| AIR REST | ∙ 12-18 hours at 16-18°C in drums ∙ Mixed and temperature recorded ∙ Air compressor was attached to bottom valve ∙ High moisture air forced through the grain bed overnight |
| 2ND STEEPING | ∙ 4-6 hours at 16-18°C in drums ∙ Mixed and temperature recorded ∙ Air compressor was attached to bottom valve and roused once ∙ Drained |
| GERMINATION | ∙ 24 hours at 18-20°C in drums ∙ Mixed and temperature recorded ∙ Air compressor was attached to bottom valve ∙ High moisture air forced through the grain bed overnight |
Special attention was given to mixing the grain bed to avoid overheating due to the exothermic activity of the respiring grains and prevent the rootlets from tangling together. This further helped dispel any built-up CO2 and keep the grains oxygenated. Temperature was controlled and monitored throughout using a long thermometer capable of reaching deep into the grain bed.
The entire “malting” period of Green Malt took approximately 48 hours. Germination was deemed finished when the rootlets had grown considerably outside the grain, confirming that the endosperm was well modified. The production of brewing-relevant enzymes (ɑ-amylase and β-amylase) during the steeping and germination steps was determined (Table 4). The production of ɑ-amylase increased significantly over the germination process and reached values higher than the lab-scale tests at 24 hours (Table 4). Once the grains were deemed sufficiently germinated, around 24 hours, they were transferred to a mash tun and subjected to continuous steep milling (or wet milling) (Fig.4).
| Table 4. Enzyme activity over the germination step of α-amylase and β-amylase. |
|||
|---|---|---|---|
| Step | Time (Hours) | α-amylase (Dextrinizing units) |
β-amylase (Windisch-Kolbach units) |
| Germination | 0 | 5.14 | 256.43 |
| Germination | 18 | 9.85 | 245.46 |
| Germination | 19 | 11.37 | - |
| Germination | 20 | 12.9 | 216.31 |
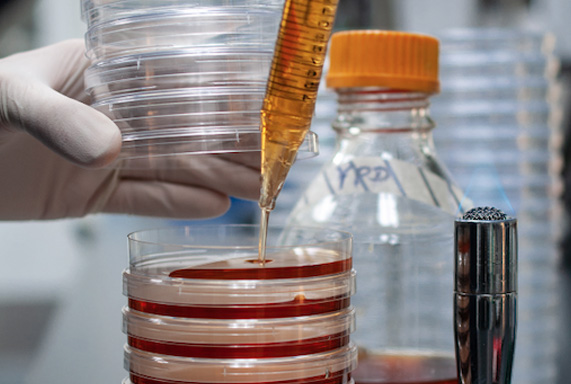
Figure 4: Green malt being transferred to mash tun.
Brewing, Fermentation, and Distilling
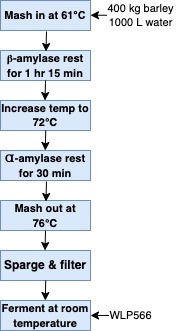
To test the suitability of Green Malt for brewing applications and assess its flavor and aroma contribution to a distilled product, the Empirical team designed a brewing and fermentation schedule that would maximize the contribution of the freshly malted grain. The 400 kg of grains and 1000L of water were mixed, ground through a wet hammer mill, and sent back into the mash tun in one continuous stream. After mashing (Fig. 5, left), the wort was sent through a mesh filter press to remove the grain solids, then a chiller to cool it down and transferred to a fermentation vessel, ready to be pitched with White Labs Belgian Saison II Ale Yeast (WLP566).
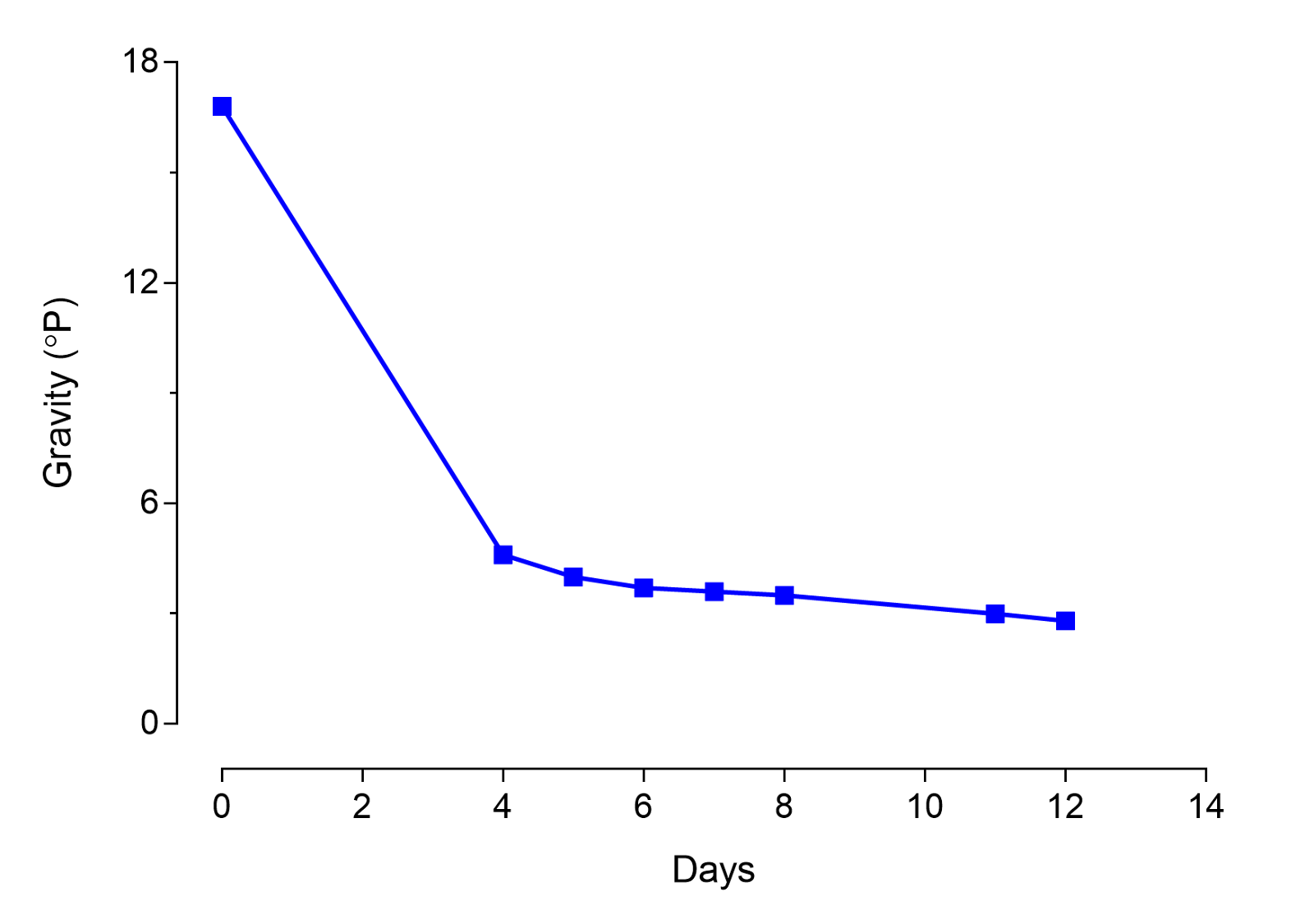
Fermentation commenced at room temperature. Fermentation was monitored daily, noting temperature, pH, and °Plato (Fig. 5, right). After 12 days, the fermented wash of 1000L was transferred to a vacuum still and distilled at 70 mbar between 24°C and 40°C for 24 hours. Low wine was collected and distilled again 70 mbar between 24°C and 42°C for approximately 24 hours, yielding a spirit. The collected tails from this spirit run were further distilled under the same conditions, yielding more than 100L of spirit (>50% ABV).
The trial process efficiency showed great potential for Green Malt utilization, with a margin for significant time savings on the mashing and fermentation steps in follow-up trials.
The trial process efficiency showed great potential for Green Malt utilization, with a margin for significant time savings on the mashing and fermentation steps in follow-up trials.
Figure 5. Brewing schedule (left) and fermentation curve of the Green Malt wort (right).
Sensory Analysis
The produced Green Malt spirit was evaluated using the Empirical panelist's team of experts in spirits sensory analysis. A descriptive test was carried out whereby the panelists were asked to blindly taste the three prototype products and list the associated sensory attributes. A preference test was also carried out, which involved blind-tasting prototype one (Green Spirit) and another clear spirit at the same ABV. This other spirit, made in-house by Empirical, was made using “traditionally” malted pilsner malt and purple wheat. The panelists were asked to state which of the two spirits they preferred.
Green Spirit received predominantly positive feedback, with the majority of descriptors being favorable: sweet, green, peppery, mineral, fruity, clove, earthy, floral, and nutty. The unfavorable flavor characteristics mentioned were nail varnish or band-aid. In the preference tests, the Green malt spirit was preferred by 71% of panelists compared to the alternative malt grain-derived spirit.
Based on the sensory analysis conducted, Green Malt showed a strong potential for use in the brewing/distilling industry from a flavor perspective. The spirit produced promising results, yielding many top notes like sweet, green, peppery, and floral. The flavor profile was so interesting that new batches of Green Malt spirit were produced, and small-scale trials for producing Green Malt-based beer are underway.
This demonstrates that the Green Malt is capable of producing a clean, tasty spirit, which in itself is extremely versatile. Some potential uses include usage in a canned cocktail, mixed drink, or to be cask-aged
-Lars William, Empirical Co-Founder
Green Malt also shows great potential for application in the production of microorganisms, as it yielded a light-colored wort with high vitamins and micronutrient content, and gravity above 15 °P, allowing for easy dilution to meet strain-specific requirements.
Perspectives on the Potential of Green Malt
Our trials showed that it is possible to germinate several hundred kilograms of barley in a craft brewery/distillery setup with very little extra equipment and footprint requirements. The customized drums can easily be used in other functions and processes to return the investment quickly. Conventional malting processes require a long germination period, as a significant loss of enzyme activity occurs during drying and kilning. The high enzyme activity measured in freshly germinated grains allowed for high conversion in the mash tun even at relatively short germination times (<24 hours). Furthermore, a short germination process minimized rootlet formation, reducing the associated off-flavors detected in the wort and final products. This high enzyme activity opens the possibility of using alternative non-malted grains, like sorghum and buckwheat.
Nevertheless, Green Malt yields grains with a moisture content of 35-45%, and handling those wet grains in the brewhouse poses the main challenge to the successful integration of Green Malt in a brewing operation. The Empirical brewhouse already includes adequate equipment to handle high-moisture grains of different origins, so Green Malt was quickly processed through existing operating procedures. However, a significant portion of the small and mid-size craft breweries and distilleries are not equipped to mill wet grains and mesh filter the porridge-like mash, and some investment could be required. The Green Malt was not tested in a lauter tun, but using Green Malt to replace part of the grist might allow for application in a more conventional system.
The application of Green Malt in a mid-size brewery/distillery showed much potential in the savings of water and energy while allowing for a fast enough process that could be easily integrated into daily operations. The permanent integration of the germination process in the brewery operations could further increase water savings by allowing the reusing of steeping water in multiple germination steps. The in-house process of grains allowed a careful selection of locally available varieties that matched the desired flavor and aroma profile while enabling a closer relationship with local farmers and decreasing transportation-associated carbon emissions.
Conclusion
The Green Malt trials at White Labs started more than 10 years ago, and we learned many valuable lessons during the initial trials, but it took the concerted efforts of different partners to source the grains, implement a new process, and develop a brand new product that highlights the uniqueness of the process (Fig. 6). In any industry, looking at current processes or methods and challenging them is the first step to make advances. Process improvements might range from increased efficiency (time and energy savings) and lower process footprint (water and CO2) to complete re-thinking of the supply chain, as in this Green Malt project. However, testing and implementing innovations, especially when involving sustainability, is a long process that requires the right partners and resources.
Figure 6. The final product of the Green Malt process, a clean and unique spirit that can be used for different applications.

- TECHNICAL
- April 4, 2024


- TECHNICAL
- November 16, 2023